WR დინამიური ქამრების მასშტაბი რკინის და ფოლადის ქიმიური ინდუსტრიისთვის





თვისებები
• შესანიშნავი სიზუსტე და განმეორებადობა
• უნიკალური პარალელოგრამის დატვირთვის უჯრედების დიზაინი
• სწრაფი რეაგირება მატერიალურ დატვირთვებზე
• შეუძლია სწრაფი გაშვებული ქამრების სიჩქარის გამოვლენა
• უხეში მშენებლობა

აღწერილობა
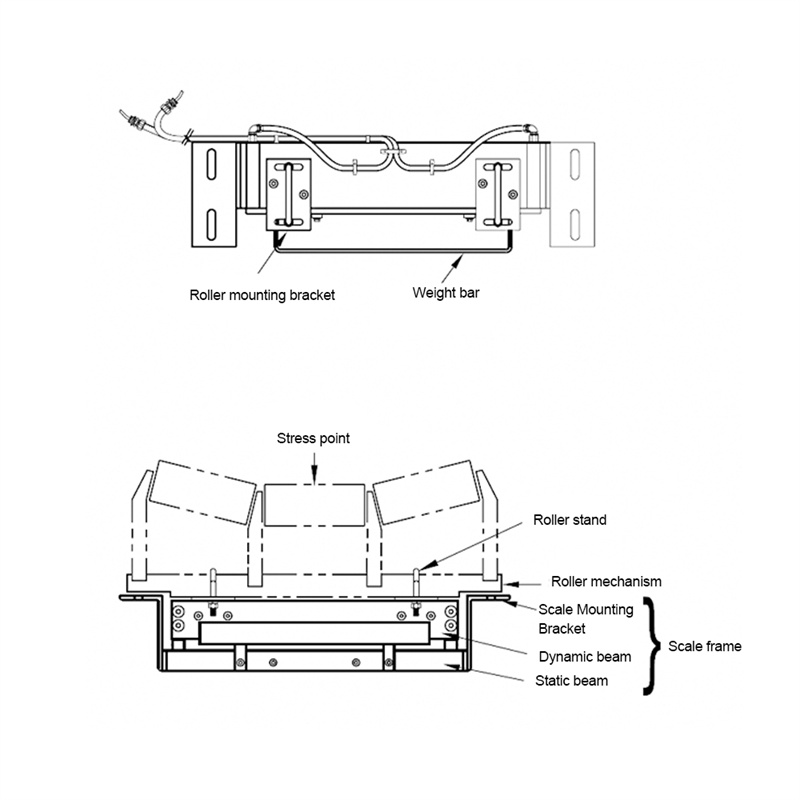
WR ქამრების სასწორები მძიმე მოვალეობაა, მაღალი სიზუსტით სრული ხიდის ერთჯერადი როლიკებით გამრიცხველიანების სარტყლის სასწორი პროცესისა და დატვირთვისთვის.
ქამრების სასწორები არ შეიცავს როლიკებს.
პროგრამები
WR ქამრების მასშტაბს შეუძლია უზრუნველყოს უწყვეტი ონლაინ გაზომვა სხვადასხვა ინდუსტრიის სხვადასხვა მასალებისთვის. WR ქამრების სასწორები ფართოდ გამოიყენება სხვადასხვა უხეში გარემოში მაღაროებში, კარიერებში, ენერგიაზე, ფოლადში, საკვების გადამუშავებაში და ქიმიურ ინდუსტრიებში, სრულად ამტკიცებს WR ქამრების მასშტაბების შესანიშნავი ხარისხს. WR ქამრების მასშტაბი შესაფერისია სხვადასხვა მასალებისთვის, როგორიცაა ქვიშა, ფქვილი, ნახშირი ან შაქარი.
WR ქამრების მასშტაბით იყენებს ჩვენი კომპანიის მიერ შემუშავებული პარალელოგრამის დატვირთვის უჯრედს, რომელიც სწრაფად რეაგირებს ვერტიკალურ ძალას და უზრუნველყოფს სენსორის სწრაფ რეაგირებას მატერიალური დატვირთვაზე. ეს საშუალებას აძლევს WR ქამრების მასშტაბებს მიაღწიონ მაღალი სიზუსტით და განმეორებითობას თუნდაც არათანაბარი მასალებით და სწრაფი ქამრების მოძრაობებით. მას შეუძლია უზრუნველყოს მყისიერი ნაკადი, კუმულაციური რაოდენობა, ქამრების დატვირთვა და ქამრების სიჩქარის ჩვენება. სიჩქარის სენსორი გამოიყენება კონვეიერის ქამრის სიჩქარის სიგნალის გასაზომად და ინტეგრატორთან გაგზავნისთვის.
WR ქამრის მასშტაბის ინსტალაცია მარტივია, ამოიღეთ ქამრის კონვეიერის როლიკების არსებული ნაკრები, დააინსტალირეთ იგი ქამრის მასშტაბით და დააფიქსირეთ ქამრების მასშტაბის ქამრის კონვეიერზე ოთხი ჭანჭიკი. იმის გამო, რომ არ არსებობს მოძრავი ნაწილები, WR ქამრების მასშტაბი არის დაბალი მოვლა, რომელიც მოითხოვს მხოლოდ პერიოდულ კალიბრაციას.
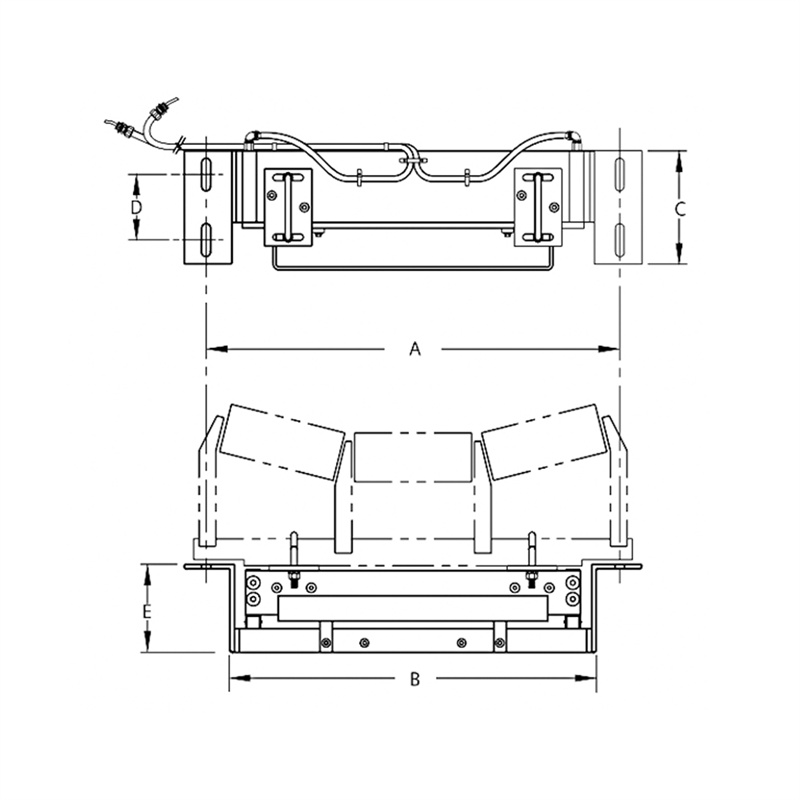
ზომები
| ქამრების სიგანე | მასშტაბის ჩარჩოს ინსტალაციის სიგანე ა | B | C | D | E | წონა (დაახლ.) |
| 457 მმ | 686 მმ | 591 მმ | 241 მმ | 140 მმ | 178 მმ | 37 კგ |
| 508 მმ | 737 მმ | 641 მმ | 241 მმ | 140 მმ | 178 მმ | 39 კგ |
| 610 მმ | 838 მმ | 743 მმ | 241 მმ | 140 მმ | 178 მმ | 41 კგ |
| 762 მმ | 991 მმ | 895 მმ | 241 მმ | 140 მმ | 178 მმ | 45 კგ |
| 914 მმ | 1143 მმ | 1048 მმ | 241 მმ | 140 მმ | 178 მმ | 49 კგ |
| 1067 მმ | 1295 მმ | 1200 მმ | 241 მმ | 140 მმ | 178 მმ | 53 კგ |
| 1219 მმ | 1448 მმ | 1353 მმ | 241 მმ | 140 მმ | 178 მმ | 57 კგ |
| 1375 მმ | 1600 მმ | 1505 მმ | 305 მმ | 203 მმ | 178 მმ | 79 კგ |
| 1524 მმ | 1753 მმ | 1657 მმ | 305 მმ | 203 მმ | 178 მმ | 88 კგ |
| 1676 მმ | 1905 მმ | 1810 მმ | 305 მმ | 203 მმ | 203 მმ | 104 კგ |
| 1829 მმ | 2057 მმ | 1962 მმ | 305 მმ | 203 მმ | 203 მმ | 112 კგ |
სპეციფიკაციები
| ოპერაციის მეთოდი | შტამების გაზომვის დატვირთვის უჯრედები გაზომეთ ქამრების კონვეიერზე დატვირთვა |
| მეტროლოგიის პრინციპი | ქვის დახარისხების სისტემა |
| ტიპიური პროგრამა | ვაჭრობა და მიწოდება |
| გაზომვის სიზუსტე | +0.5 % ტოტალიზატორი, ბრუნვა 5: 1 კუმულაციური ნიადაგი 0.25%, Turndown Ratio 5: 1 ტოტალიზატორის +0.125%, Turndown Ratio 4: 1 |
| მასალის ტემპერატურა | 40 ~ 75 ° C |
| ქამრების დიზაინი | 500 - 2000 მმ |
| ქამრების სიგანე | იხილეთ განზომილების ნახაზი |
| ქამრების სიჩქარე | 5 მ/წმ -მდე |
| დენა | 12000 ტ/სთ (მაქსიმალური ქამრების სიჩქარით) |
| კონვეიერი მიდრეკილია | ფიქსირებული მიდრეკილება ჰორიზონტალურ +20 ° -თან შედარებით ± 30 ° -ის მიღწევა გამოიწვევს სიზუსტის შემცირებას (3) |
| როლმენტი | 0 ° ~ 35 ° –დან |
| ღარიანი კუთხე | 45 -მდე, ამცირებს სიზუსტეს (3) |
| როლიკერის დიამეტრი | 50 - 180 მმ |
| როლიკებით დაშორება | 0.5 ~ 1.5 მ |
| ჩატვირთეთ უჯრედის მასალა | უჟანგავი ფოლადი |
| დაცვის ხარისხი | IP65 |
| აგზნების ძაბვა | ნორმალური 10VDC, მაქსიმალური 15VDC |
| გამომავალი | 2+0.002 მვ/ვ |
| არაწრფივი და ჰისტესეზი | შეფასებული გამომავალი 0.02% |
| განმეორებადი | შეფასებული გამომავალი 0.01% |
| შეფასებული დიაპაზონი | 25, 100, 150, 250, 300, 500, 600, 800 კგ |
| მაქსიმალური დიაპაზონი | უსაფრთხო, შეფასებული სიმძლავრის 150% ლიმიტი, შეფასებული სიმძლავრის 300 % |
| გადატვირთვა | -40-75 ° C |
| ტემპერატურა | ანაზღაურება -18-65 ° C |
| კაბელი | <150 M18 AWG (0.75 მმ²) 6-გამტარი ფარიანი კაბელი > 150 მ ~ 300 მ; 18 ~ 22 AWG (0.75 ~ 0.34 მმ²) 8 ბირთვიანი ფარიანი კაბელი |
1. სიზუსტის აღწერა: მწარმოებლის მიერ დამტკიცებული დამონტაჟებული ქამრების საზომი სისტემაზე, ქამრის მასშტაბით იზომება კუმულაციური თანხა შედარებულია ტესტირებული მასალის წონასთან, ხოლო შეცდომა ზემოთ მოცემულ სტანდარტზე ნაკლებია. სატესტო მასალის ოდენობა უნდა იყოს დიზაინის დიაპაზონში, ხოლო ნაკადის სიჩქარე უნდა იყოს სტაბილური. მასალის მინიმალური რაოდენობა უნდა იყოს ქამრის სამი სრული რევოლუციიდან ან 10 წუთის განმავლობაში.
2. თუ ქამრების სიჩქარე უფრო მაღალია, ვიდრე სახელმძღვანელოში აღწერილი მნიშვნელობა, გთხოვთ, გაიაროთ კონსულტაცია ინჟინერთან.
3. ინჟინრის შემოწმებაა საჭირო.
ინსტალაციები